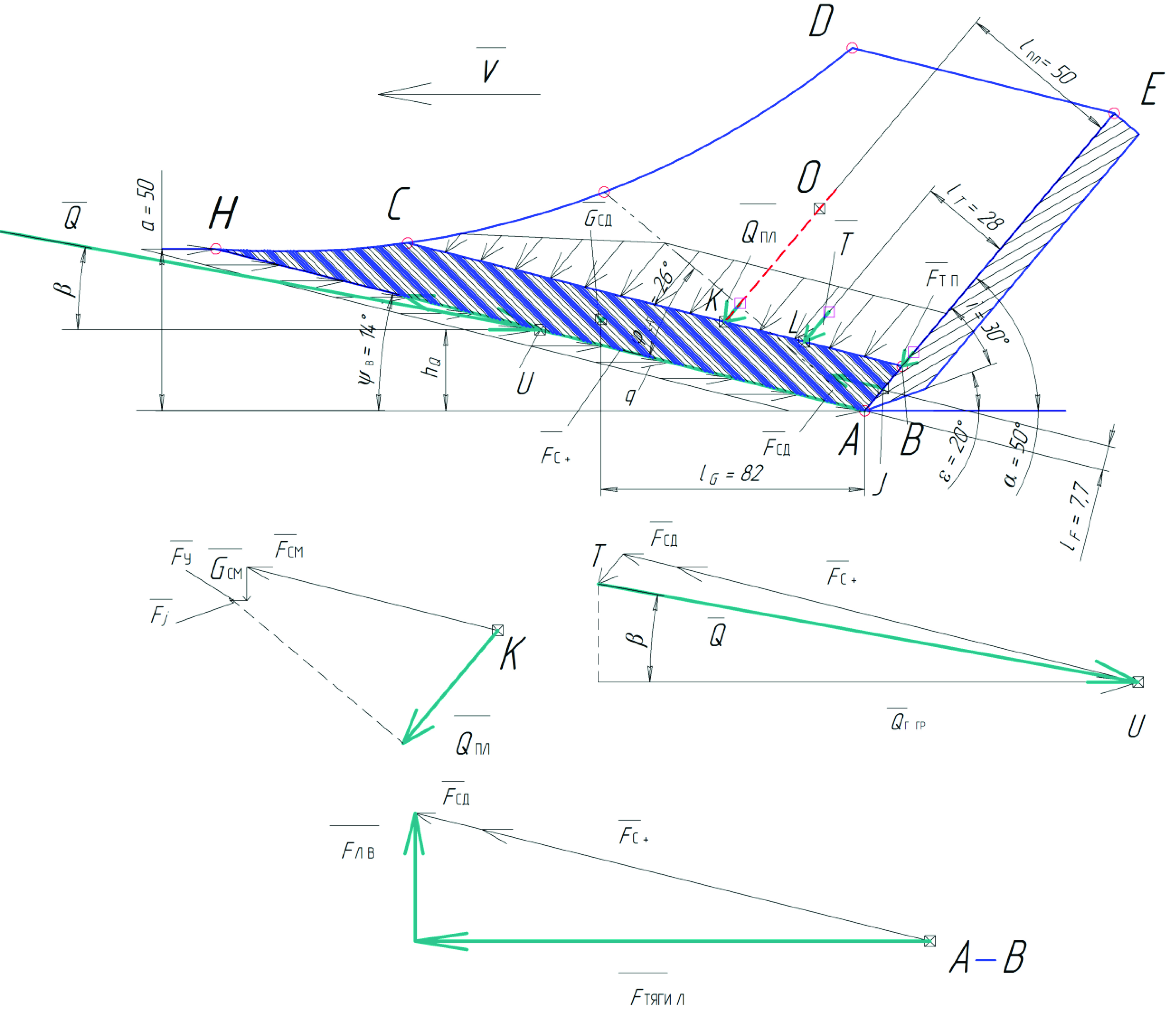
Для удаления камней, кустов, деревьев с полосы отвода будущей дороги целесообразно использовать агрегаты с бульдозерным оборудованием. Хотя теоретические основы разработки грунта весьма подробно рассмотрены, основываясь на них, сложно выявить и сопоставить частные затраты энергии воздействия на грунт элементов технических средств. Не зная величины частных затрат энергии при работе каждого элемента рабочего органа, осмысленно его совершенствовать не представляется возможным. Целью предлагаемого теоретического исследования является подробный анализ взаимодействия с грунтом лезвия ножа существующего бульдозерного отвала для последующего совершенствования бульдозерного оборудования, объект исследования – процесс взаимодействия с грунтом лезвия ножа. В предлагаемой схеме резание грунта осуществляется с микросдвигами. В зависимости от свойств грунта и скорости агрегата в грунте будет преобладать деформация псевдосдвига, объемного сжатия, смятия. Для определения силы, необходимой для смятия, сжатия и псевдосдвига грунта в наклонной поверхности, используем условный обобщенный предел прочности грунта на смятие. Определив силу, необходимую для псевдосдвига грунта в наклонной поверхности, определяем затраты энергии на первичное смятие и псевдосдвиг одного кубического метра грунта. Затем определяем усилие первичного сдвига грунта краем ножа бульдозера и соответствующие затраты энергии. Вычисляем общие затраты энергии, мощность на перемещение лезвия ножа бульдозера. На основе разработанной методики определены затраты энергии: на первичное смятие и псевдосдвиг одного кубического метра грунта, на сдвиг грунта в продольно-вертикальной плоскости краем ножа, общие затраты энергии, мощность на перемещение лезвия ножа бульдозера при различном его заглублении. Построены и аппроксимированы соответствующие зависимости. Расчет затрат энергии на перемещение лезвия ножа бульдозера позволит в дальнейшем определить общие затраты энергии с целью модернизации бульдозерного оборудования, направленной на уменьшение этих затрат.